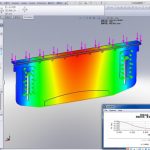
نظرًا للحمل الثقيل ، والتزييت غير الكافي للأجزاء المتحركة ، وبيئة العمل المعقدة لآلة ثني مكابح الضغط ، فمن السهل جدًا التسبب في تآكل الأجزاء المتحركة أو إجهادها. ستحلل هذه المقالة الأعطال الميكانيكية الشائعة وصيانة آلات الثني بالضغط الهيدروليكي:
خطأ 1. وقت توقف طويل لنقطة تغيير سرعة شريط التمرير
1-1. يمتص التجويف العلوي للأسطوانة الهواء ، ويتراكم الضغط لفترة طويلة (يتسرب خط الأنابيب ذاتي التحضير الذاتي).
1-2. يكون معدل تدفق صمام التعبئة أو خط أنابيب التحضير الذاتي صغيرًا ، أو أن سرعة الانزلاق سريعة جدًا ، مما يتسبب في شفط الإبرة.
1-3. لم يتم إغلاق صمام الملء تمامًا ، والضغط في التجويف العلوي يتباطأ.
1-4. بعد تنشيط صمام الإبطاء ، أغلق صمام الملء ولن يتمكن التجويف العلوي من امتصاص الزيت.
1-5. يؤدي الوضع الخاطئ للصمام المتناسب إلى فتحات مختلفة وخارج التزامن.
1-6. قم بتقليل سرعة الإسراع لمعرفة ما إذا كان الاختبار قد توقف.
1-7. يؤثر حجم ضغط الخفض السريع على إغلاق صمام الملء ، ويتم التخلص من ضغط الخفض السريع.
1-8. اضبط معلمات الضغط في مرحلة التأخير قبل تقدم العمل.
1-9. ثقب التخميد لخط التحكم في صمام التعبئة صغير جدًا ، مما يشكل فرقًا في الضغط.
1-10. معلمات نظام CNC (التأخير قبل الإبطاء).
1-11. معلمات نظام CNC (تنخفض معلمة الكسب بسرعة أبطأ).
1-12. تحقق مما إذا كان مستوى الزيت في خزان الوقود منخفضًا جدًا ، وأن منفذ الملء غير مغمور بالمياه ، وأن التجويف العلوي للأسطوانة ممتلئ بالسائل أثناء التقديم السريع ، مما يتسبب في عدم كفاية الملء. للأسباب المذكورة أعلاه ، قم بإضافة الزيت من الخزان إلى أكثر من 5 مم فوق منفذ الملء بحيث يتم غمر فتحة الملء بالكامل.
1-13. تحقق مما إذا كان صمام الملء مفتوحًا بالكامل. إذا كان ذلك بسبب تلوث بالزيت ، فإن قلب صمام الملء ليس مرنًا ومكدسًا ، مما يتسبب في عدم كفاية التعبئة. تحتاج إلى تنظيف صمام التعبئة وإعادة تثبيته لجعل التخزين المؤقت مرنًا.
1-14. تحقق مما إذا كانت سرعة التقديم السريعة سريعة جدًا ، مما يؤدي إلى عدم كفاية التعبئة. للأسباب المذكورة أعلاه ، يمكن تقليل سرعة التقديم السريع عن طريق تعديل معلمات النظام.

خطأ 2. عندما يعمل المنزلق ، فإن الاتجاه الهابط ليس ضوضاء رأسية وغير طبيعية.
هذا النوع من الفشل ناتج عن استخدام قضيب التوجيه لفترة طويلة ، والتشحيم غير الطبيعي لقضيب التوجيه ، وزيادة الخلوص بسبب التآكل. من الضروري التحقق من درجة تآكل لوحة ضغط سكة التوجيه وإعادة ضبطها لتلبي الخلوص المطلوب. حدد ما إذا كنت تريد استبدال لوحة ضغط قضيب التوجيه وفقًا لدرجة التآكل. إذا كان الضغط شديدًا ، فيجب استبداله.
2.1. لوحة الضغط الأصلية مُلصقة بالبلاستيك. انتبه إلى صلابة البلاستيك الملصق وسطح لصق سكة التوجيه. بعد الكشط ، تأكد من أن سطح اللصق أعلى من 85٪ وافتح خزان زيت تشحيم متعرج.
2.2. داخل لوحة الضغط الأصلية سدادة معدنية. لاختيار صفيحة برونزية من القصدير أو حديد مطيل ، تتم معالجة سطح الترابط بواسطة مطحنة ، ويكون مسمار التوصيل أقل من سطح الترابط ، ويتم فتح أخدود زيت التشحيم المتعرج.
خطأ 3. حجم المقياس الخلفي غير متناسق في كلا الطرفين
الخطأ في كلا الطرفين صغير ، في حدود 2 مم. تحقق للتأكد من عدم وجود أخطاء في هيكل ناقل الحركة الميكانيكي X1 / X2. يمكن التخلص من الخطأ عن طريق ضبط الإصبع. إذا لم يكن هناك عيب في هيكل النقل الميكانيكي (مثل المحامل ، والمسامير الكروية ، والقضبان الخطية ، وعجلات النقل ، وأحزمة النقل ، وما إلى ذلك) ، فقم بإزالة العطل. أعد الضبط في نطاق تفاوت التوازي وأعد تثبيت جهاز الإرسال المتزامن.
خطأ 4. لا توجد حركة لعمود الترس الخلفي عند كلا الطرفين
قد يكون سبب فشل نقل عمود المقياس الخلفي هو فصل عمود النقل عن عجلة حزام التوقيت أو شريط المفتاح أو انزلاق حزام التوقيت. محرك عمود السدادة ومحرك المؤازرة معيبان ، ونظام التحكم في الكمبيوتر العلوي به عيوب. تحتاج مثل هذه الإخفاقات إلى فحص وتأكيد سبب الفشل أو إصلاح أو استبدال المكونات الفاشلة والقضاء على الفشل.

خطأ 5. الضجيج المفرط لمضخة الزيت (تسخين سريع للغاية) ، تلف مضخة الزيت
5-1. يتسرب خط شفط مضخة الزيت أو أن مستوى سائل خزان الزيت منخفض جدًا ، مما يتسبب في إفراغ مضخة الزيت.
5-2. درجة حرارة الزيت منخفضة للغاية ولزوجة الزيت مرتفعة للغاية ، مما يؤدي إلى مقاومة عالية لامتصاص الزيت.
5-3. فلتر زيت منفذ الشفط مسدود والزيت متسخ.
5-4. تضررت المضخة (أصيبت عند تركيب المضخة) بأي طرق.
5-5. مشاكل تركيب الاقتران ، مثل الشد المحوري المفرط ، وعمود المحرك ، وعمود مضخة الزيت ليست متحدة المركز.
5-6. بعد تثبيت المضخة ، تنعكس لفترة طويلة أو لا تتزود بالوقود أثناء آلة الاختبار.
5-7. يتم حظر مرشح الزيت عالي الضغط أو أن معدل التدفق لا يصل إلى المعيار.
5-8. تمتص مضخة الزيت (يوجد زيت ، لكن يوجد هواء في منفذ شفط مضخة الزيت).
5-9. إذا كانت مضخة بمكبس ، فقد يكون ارتفاع خط منفذ إرجاع الزيت منخفضًا جدًا.
5-10. إذا كانت مضخة زيت HOEBIGER ، فقد تكون مفرغة من الهواء.
5-11. درجة حرارة الزيت مرتفعة للغاية ، مما يؤدي إلى انخفاض اللزوجة (في حدود 60 درجة مئوية).
5-12. يحتوي الزيت الهيدروليكي على الماء ، مما قد يتسبب في انسداد عنصر المرشح عالي الضغط وتلفه.

خطأ 6. لا تبطئ حركة المنزلق
6-1. ما إذا كان الصمام الاتجاهي الكهرومغناطيسي التناسبي يحتوي على إشارة كهربائية أو ما إذا كان للبكرة أي عمل أو عالقة.
6-2. لا يمكن للنظام بناء الضغط.
6-3. صمام الملء عالق ، أو تسرب حلقة إحكام إغلاق صمام الملء.
6-4. ما إذا كان الصمام البطيء به إشارة كهربائية أم أنه عالق.
6-5. الضغط الخلفي مرتفع جدًا أو يبطئ الضغط المنخفض جدًا.

خطأ 7. عندما يتحرك شريط التمرير ببطء ، فإنه يهتز ويتأرجح ويصدر ضوضاء
7-1. يحتوي زيت الضغط الذي يتم تفريغه من الأسطوانة على فقاعات هواء.
7-2. قوة الاحتكاك في سكة الانزلاق كبيرة جدًا ، سواء كان هناك زيت تشحيم.
7-3. الفجوة بين السطح المناسب للوحة التوجيه كبيرة ، أو الجزء العلوي والسفلي غير مستويين.
7-4. لم يتم ضبط مستوى الحامل ومنضدة العمل بشكل صحيح.
7-5. صمام التوازن مسدود.
7-6. تحقق من تنشيط صمام التحرير السريع وفتحه.
7-7. معلمة نظام التحكم العددي (الكسب) ، أو إعداد سرعة تغذية العمل كبير جدًا.
7-8. صمام الضغط المرتد مفكوك والمقاومة على كلا الجانبين مختلفة.
7-9. ما إذا كان ملف الصمام النسبي اللولبي متحيزًا وما إذا كانت إشارة الموضع المحايد للصمام النسبي صحيحة.
7-10. سواء كانت إشارة الصمام المؤازر النسبي مضطربة ، فإن طريقة الفحص هي نفسها المذكورة أعلاه.
7-11. يتم قفل قضيب المكبس بإحكام بواسطة حلقة ختم أسطوانة الزيت ، والمقاومة كبيرة (قم بتغيير اختبار حلقة الختم الصلب PTFE).
7-12. لم يتم تثبيت الغسالة الكروية على المسطرة المحززة ، والمقعد المنزلق لا يتحرك بسلاسة ، وهناك مشكلة في خط اتصال المسطرة المحززة.
7-13. منحنى الضغط خاطئ ، الضغط غير كافٍ أثناء العمل.
7-14. تنتج الحلقة O الختم بالضغط لصمام الملء كمية صغيرة من التسرب.

خطأ 8. انحراف تزامن كبير عند التباطؤ
8-1. فشل نظام الكشف المتزامن (مقياس مقضب).
8-2. صمام اتجاهي نسبي.
8-3. تسرب سريع للصمام السفلي.
8-4. فجوة كبيرة في الضغط الخلفي على كلا الجانبين.
8-5. درجة حرارة الزيت منخفضة جدًا.
8-6. خيط الزيت في الحجرات العلوية والسفلية للأسطوانة.
8-7. معلمات نظام CNC.


خطأ 9. خطأ زاوية الانحناء
9-1. تحقق مما إذا كان انحراف تعويض أسطوانة التعويض كبيرًا ولا يمكن استعادة موضع الصفر تمامًا.
9-2. تحقق مما إذا كان المشبك السريع مفكوكًا أم لا.
9-3. تحقق مما إذا كان هناك أي تغيير في النقطة الميتة السفلية لكل انحناء.
9-4. تحقق مما إذا كانت اللوحة على شكل قوس مثبتة بشكل صحيح وما إذا كان ثقب المسمار قد مات.
9-5. التغييرات في الصفيحة نفسها (السماكة ، المادة ، الإجهاد).
9-6. هو صريف المسطرة فضفاضة؟
9-7. دقة التموضع غير الدقيقة: هل قيمة الإزاحة الصفرية للصمام النسبي مناسبة؟ لا يمكن أن يصل الموضع إلى المركز الميت السفلي ، مما يجعل العودة مستحيلة.

العطل 10. تسرب الزيت في الخطوط الهيدروليكية أو انفجار الأنابيب
10-1. تحقق مما إذا كان تركيب أنبوب الزيت يفي بالمتطلبات (الطول الممتد ، قطر الأنبوب ، سمك الجدار ، الطويق ، الجوز ضيق جدًا ، فضفاض جدًا ، نصف قطر الانحناء ، إلخ).
10-2. ما إذا كان للأنبوب تأثير أو اهتزاز.
10-3. تحقق مما إذا كان خط الأنابيب يتداخل أو يصطدم بالآخر.
10-4. لم يتم إصلاح خط الأنابيب بواسطة مشابك الأنابيب.
خطأ 11. الاحتياطات أثناء تركيب وصيانة النظام الهيدروليكي
11-1. لا يجوز تفكيك الصمامات المختومة بالطلاء من تلقاء نفسها ، ناهيك عن تعديلها.
11-2. يعمل الصمام بشكل طبيعي بعد التنظيف ويجب استبداله بزيت جديد وتنظيف خزان الزيت على الفور.
11-3. يجب ألا تتعرض مضخة الزيت لأي صدمات أو صدمات أثناء التركيب ، ويجب إعادة تزويد مضخة الزيت بالوقود قبل الاختبار.
11-4. عند تركيب كل صمام ، يمكن نقل جسم الصمام فقط ، ولا يجب لمس صمام الملف اللولبي.
منتجات ذات صله
 لماذا تضيف نظام تعويض إلى آلة ثني الفرامل
لماذا تضيف نظام تعويض إلى آلة ثني الفرامل- كيفية تشغيل آلة القص المقصلة
- 6 نصائح حول مضاد التجمد بالليزر
- العيوب الشائعة وطرق استكشاف الأخطاء وإصلاحها للضغط الهيدروليكي بأربعة أعمدة 100t
- كم عدد أنواع الفرامل الهيدروليكية الصحافة
- مبدأ العمل وتكوين آلة الثني الضاغطة CNC
- طريقة استكشاف الأخطاء وإصلاحها والأعطال الشائعة للضغط الهيدروليكي بأربعة أعمدة
- قواعد التشغيل الآمن لآلة الضغط الهيدروليكية
- كيفية عمل تعويض الانحراف لثني الصفائح المعدنية باستخدام الحاسب الآلي
- مم تصنع قوالب الفرامل الضاغطة؟ ما هي أدوات الفرامل الصحافة؟