غالبًا ما تستخدم آلات القص في صناعة معالجة الصفائح المعدنية. يحتوي فعل القص الذي يبدو بسيطًا في الواقع على العديد من الحيل ، بدءًا من خطوات ضبط فجوة الشفرة إلى تقنيات الضبط للمواد المختلفة ، وحتى اختيار الشفرات. فيما يتعلق بجودة القطع ، سيقدم ما يلي المحتوى ذي الصلة لتعديل فجوة شفرة القص بالتفصيل من العديد من الجوانب.
عجلة اليد لضبط فجوة الشفرة: (آلة قص شعاع التأرجح الهيدروليكي)

الضبط الكهربائي لخلوص حافة الشفرة (آلة قص المقصلة الهيدروليكية)

إزالة الشفرة من المقصات المختلفة
تم تجهيز آلة قص العارضة المتأرجحة بآلية ضبط فجوة الشفرة السريعة ، والتي يمكنها ضبط فجوة الشفرة التي تكون جيدة للقطع وفقًا لسمك اللوح والمواد المختلفة ، ومجهزة بجدول معلمات دقيق للاختيار المرجعي ، والحصول على قطع مرضي الجودة من خلال فجوة شفرة معقولة. مع تدوير عمود الأداة ، ستتغير زاوية القص وفجوة القص لمقصات عارضة التأرجح.
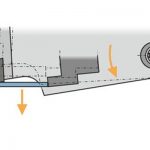
اعتماد دليل البكرات من ثلاث نقاط ، من خلال القوة إلى الأسطوانة الأمامية بواسطة الزنبرك الحليمي ، تظل عارضة القطع على اتصال بإحكام مع البكرتين الخلفيتين. عند القطع ، سيقوم النظام بضبط فجوة حافة السكين كهربائيًا وفقًا لاحتياجات الألواح المختلفة للحصول على جودة قطع أفضل.

الفرق في تعديل فجوة الشفرة
تتميز آلة قص العارضة المتأرجحة بوظيفة ضبط فجوة الشفرة يدويًا ، فقط قم بإدارة المقبض. تتميز المقصات المقصلة بوظيفة الضبط الكهربائي لفجوة الشفرة ، والتي يمكن تعديلها بشكل أكثر راحة ودقة من خلال النظام ، وهو أمر مفيد للحصول على جودة قص أفضل.

| خطوات تعديل فجوة الشفرة |
| 1. قم بإزالة الشفرة السفلية وتنظيفها قطعة قطعة |
| 2. يمكن استخدام الشفرة على الجوانب الأربعة ، والجانب المحدد مثبت بإحكام. وتحقق من استقامة الشفرة في الاتجاهين الأفقي والعمودي. |
| 3. الشفرة العلوية ثابتة ولا يمكن تعديلها. نقوم بتعديل فجوة شفرة القص عن طريق تعديل الشفرة السفلية. |
| 4. ابحث عن المسامير اللولبية اليسرى واليمنى للشفرة السفلية لزيادة الخلوص ، بشكل عام على الجانب الخارجي. |
| 5. ابحث عن مسماري التثبيت الموجودين على يسار ويمين الشفرة السفلية اللذين يدفعان الشفرة السفلية لتضييق الفجوة. هناك صواميل احتياطية مقفلة عليها. بشكل عام ، من الداخل. |
| 6. قم بفك المسامير الأربعة اليسرى واليمنى لمنضدة الشفرة السفلية |
| 7. يتم تخفيض الشفرة العلوية إلى الموضع المناسب عن طريق التدوير اليدوي ، ويذهب المشغل إلى منطقة الطمس لآلة القص لبدء الضبط |
| 8. استخدم مقياس محسس للضبط تقريبًا إلى 0.5 مم من الجزء غير المشغول من الشفرات العلوية والسفلية لليد اليسرى |
| 9. التدوير اليدوي يجعل الشفرة تتحرك لأعلى إلى الموضع الأوسط وتعديلها تقريبًا إلى 0.5 مم. |
| 10. الدوران اليدوي يجعل الشفرة تتحرك للأعلى إلى الموضع الصحيح حيث لا يتم فك تعشيق السكاكين العلوية والسفلية. يتم تعديل الوضع الأوسط تقريبًا إلى 0.5 مم. |
| 11. أدر الشفرة العلوية يدويًا إلى الموضع الصحيح وابدأ الضبط الدقيق. |
| 12. استخدم مقياس المحسس لضبط الموضع حيث لا تعض الشفرات العلوية والسفلية لليد اليسرى حتى تتمكن الأسلاك الثلاثة لمقياس المحسس من دخول الأسلاك الخمسة. |
| 13. أدر الشفرة يدويًا إلى الوضع الأوسط وابدأ الضبط الدقيق حتى يتمكن مقياس المحسس من دخول ثلاثة أسلاك ولا يمكن دخول خمسة أسلاك. |
| 14. أدر الشفرة يدويًا إلى الموضع الذي لا يتم فيه فصل السكاكين العلوية والسفلية على الجانب الأيمن وابدأ الضبط الدقيق حتى يتمكن مقياس المحسس من دخول ثلاثة أسلاك ولا يمكن دخول خمسة أسلاك. |
| 15. عندما تكون حافة القطع لآلة القص حادة ، إذا كانت هناك نتوءات على حافة الصفيحة المقطوعة ، يمكن تقليل الفجوة بين الشفرات العلوية والسفلية بشكل مناسب. |
المشاكل الشائعة ومهارات تعديل السكين
أكثر الصفائح المعدنية التي نواجهها هي:
1. ألواح سميكة أكثر من 13 مم.
2. 0.2 ~ 4mm لوحة رقيقة.
3. لوحة الزهور.
4. لوحة عالية التوتر (تستخدم عادة في صفائح السيارات).
5. لوحة التيتانيوم
المشكلة الأكثر شيوعًا للشفرة هي التقطيع أو انحناء الأداة. استجابةً لهذه المشكلات ، يجب علينا أولاً تحديد الفجوة بين الشفرات العلوية والسفلية.
مهارات تعديل الشفرات
عند ضبط الشفرة ، يجب ضبط الفجوة على سماكة 2 ~ 3 مم أكثر من سماكة اللوحة. هذا يعني ، عندما تريد قطع لوح بسمك 5 مم ، يجب أن تبدأ في الضبط من 7 مم أو 8 مم ، وأن تقوم بضبطه ببطء ، عندما تقوم بقصه ، يظهر سطح القطع للوحة 1/3 سطح ساطع و 2 / 3 سطح غير لامع ، مما يحقق أفضل تأثير تقطيع. والتفاصيل هي على النحو التالي:


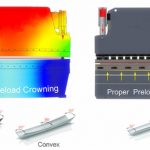
يعد إعداد الفجوة عند قطع لوحة النموذج أمرًا صعبًا ، ويجب تعديله من السماكة الأكثر سمكًا المحسوبة من النقطة الأكثر محدبًا في لوحة النموذج ، بدلاً من استخدام سمك اللوحة مباشرةً. أيضًا ، يمكن أن يؤدي قطع الجانب المحدب من النموذج وجهًا لأسفل إلى إطالة عمر الأداة.
بالإضافة إلى ذلك ، يجب مراعاة مادة اللوحة ، خاصة عند قطع الفولاذ المقاوم للصدأ. يجب أن تكون أداة القطع حادة ومقاومة للاهتراء وصعبة. لذلك ، يجب مناقشة شفرة آلة القص الهيدروليكية. بالإضافة إلى زاوية حافة السكين وتصميم المظهر الآخر ودقة الإنتاج ، فإن المادة المختارة هي عامل رئيسي يؤثر على جودة الأداة.
منتجات ذات صله
 الفرق بين آلة قص المقصلة وآلة قص شعاع التأرجح
الفرق بين آلة قص المقصلة وآلة قص شعاع التأرجح- تشغيل وصيانة فرامل الصفائح المعدنية باستخدام الحاسب الآلي
- كيفية تشغيل آلة القص المقصلة
- مقدمة من آلة التثقيب والقص المركبة
- QC12 آلة قص الصفائح المعدنية الهيدروليكية
- إصلاح الأعطال الشائعة لآلة القص الهيدروليكية وصيانة نظام دائرة الزيت
- طريقة استكشاف الأخطاء وإصلاحها والأعطال الشائعة للضغط الهيدروليكي بأربعة أعمدة
- المقصلة الهيدروليكية الصفائح المعدنية آلة قص الفولاذ المقاوم للصدأ
- كيفية عمل تعويض الانحراف لثني الصفائح المعدنية باستخدام الحاسب الآلي
- آلة القص المقصلة الهيدروليكية QC11Y