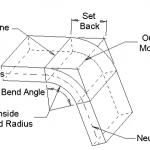
لديك Press Brake الخاص بك ، تم إعداده لثني المواد الخاصة بك في المكان الذي تريده بالضبط ، بالزاوية الدقيقة التي تتطلبها الوظيفة. تشكيلك على شكله ، وقد تم سحق أرقامك ، وتنتظر Press Brake الموثوق به فقط القيام بعمله.

ولكن هناك شيء حيوي واحد يمكن التغاضي عنه بسهولة وفهم كيفية عمله والأهم من ذلك كيفية إعداده أمر حيوي. نحن نتحدث بالطبع عن عملية التتويج.
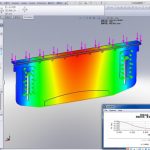
يأتي التتويج للتشغيل كلما تم ثني الأجزاء الطويلة أو الكبيرة ، ويمكن أن يكون مفيدًا أيضًا مع فرامل الضغط الأطول والأثقل وتلك الموجودة في الطرف العلوي من مقياس الطاقة. عندما يتم تطبيق الحمل لتشكيل منعطف ، تحدث درجة من الانحراف. يتسبب هذا في حدوث تشوه وهذا يعني أنه إذا كان الانحناء الخاص بك دقيقًا في النهاية ، وذلك بفضل النظام الهيدروليكي المؤازر والمكابس في نهايات الحزمة ، فقد لا يكون الحال دائمًا بالقرب من مركز قطعة العمل الخاصة بك.
هذه ليست حالة خطأ عامل التشغيل أو مشكلة في Press Brake ؛ إنها حقيقة بسيطة في علم المواد والفيزياء. إن عملية التعويض عن هذه الظاهرة هي باختصار تتويج.
لضمان الانحناء المتسق بطول كامل قطعة العمل ، يعد نظام التتويج أمرًا بالغ الأهمية ، يمكن أن يكون إما في شعاع Press Brake أو في الجدول نفسه أو حتى كليهما. إنه يضمن تطابق الزوايا الموجودة في وسط الحزمة مع الزوايا الموجودة في النهايات ، مما يعوض هذا الانحراف تمامًا حيث يلزم التعويض. يميل التاج الهيدروليكي إلى أن يكون مدمجًا في مكابس الضغط الحالية ؛ هناك أيضًا أنظمة نمط الوتد CNC التي يمكن تقديمها كإضافة من قبل مورد الأدوات أو الشركة المصنعة للضغط على الفرامل.
1. التهريج الهيدروليكي
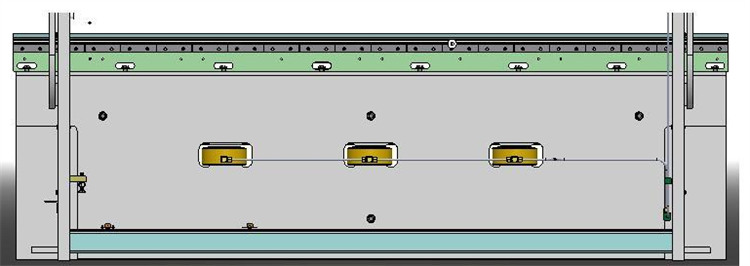
على إطار فرامل الضغط ، بالإضافة إلى تثبيت أسطوانتين هيدروليكيتين على الجانبين ، قم بتثبيت أسطوانة هيدروليكية أخرى ثنائية المساعدة في منتصف الماكينة. عندما تضغط على الأسطوانة المساعدة ، يتم ملؤها بالزيت السائل وتنزل إلى أسفل. أثناء عملية الانحناء ، يدخل الزيت الهيدروليكي في الأسطوانة المساعدة ، بحيث يولد المنزلق انحرافًا هبوطيًا للتعويض.
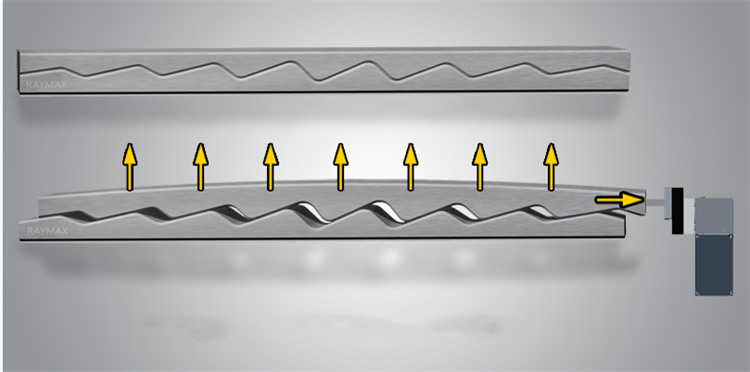
قم بتركيب الأسطوانة الهيدروليكية الإضافية في الجزء السفلي من طاولة العمل. أثناء عملية الثني ، تولد قوة تصاعدية على طاولة العمل ، والتي تشكل نظام التتويج الأوتوماتيكي.
يتكون جهاز تعويض الضغط من عدة أسطوانات زيت صغيرة. تشتمل على أسطوانة زيت ولوحة أم ولوحة مساعدة وعمود دبوس وأسطوانة تعويض موضوعة على طاولة العمل ، ويتم تشكيل نظام تعويض الضغط بصمام تنفيس متناسب.
عند العمل. تدعم اللوحة الإضافية أسطوانة الزيت ، بينما ترفع أسطوانة الزيت اللوحة الأم. يتغلب فقط على تشوه المنزلق وطاولة العمل. يتم التحكم في الجهاز المحدب عن طريق نظام تحكم رقمي ، بحيث يمكن تحديد التحميل المسبق وفقًا لسمك اللوحة ، وفتح القالب وقوة الشد للمادة عند ثني مواد الألواح المختلفة.
تتمثل ميزة التاج الهيدروليكي في أنه يمكنه تحقيق تعويض الانحراف للتشوه المتغير المستمر مع مرونة تعويض كبيرة ، ولكن هناك بعض عيوب الهيكل المعقد والتكلفة العالية نسبيًا.

2. التتويج الميكانيكي
التتويج الميكانيكي هو نوع من طرق تعويض الانحراف الجديدة ، والتي تستخدم بشكل عام هيكل إسفين مائل مثلث.
المبدأ هو أن كتلة الإسفين ذات المثلثين بزوايا ، والإسفين العلوي المتحرك أنا ثابتًا في الاتجاه x ، ويمكن أن يتحرك فقط في الاتجاه y. عندما يحرك الإسفين المسافة على طول الاتجاه x ، يتحرك الإسفين العلوي لأعلى مسافة h تحت قوة الإسفين السفلية. وهو مبدأ التتويج الميكانيكي.
فيما يتعلق بهيكل التعويض الميكانيكي الحالي. يتم وضع لوحتين مسندتين بالطول الكامل على طاولة العمل ، ويتم توصيل الألواح العلوية والسفلية من خلال زنبرك القرص والروبوتات. تتكون الألواح العلوية والسفلية من عدد من الأوتاد المائلة ذات المنحدرات المختلفة ، من خلال محرك المحرك لجعلها تتحرك نسبيًا وتشكل منحنى مثالي لمجموعة من الوضع المحدب.

منتجات ذات صله
 كيفية اختيار حمولة آلة الفرامل الهيدروليكية الصحافة
كيفية اختيار حمولة آلة الفرامل الهيدروليكية الصحافة- كيفية حساب بدل الانحناء لضغط الفرامل
- لماذا تضيف نظام تعويض إلى آلة ثني الفرامل
- معرض كانتون
- الصين 40 طن الصحافة الفرامل
- قواعد التشغيل الآمن لآلة الضغط الهيدروليكية
- أفضل 10 مصنعي مكابس الطاقة في الصين
- مم تصنع قوالب الفرامل الضاغطة؟ ما هي أدوات الفرامل الصحافة؟
- كيفية اختيار القالب المناسب لآلة ثني الفرامل
- تسلسل الانحناء التقليدي ومواصفات الاستخدام اليومي لقالب آلة الانحناء